贴合机裁切机项目总结之5:canlink配置
0.注意事项
Canlink发送数据是有一定的极限的,如果发送的数据较多的情况下,我们建议使用事件M元件触发canlink数据发送,而不是通过时间来一直发送。时间发送的话,对于实时性要求不高的数据,我们建议设置50ms甚至100ms或者更长时间更新发送一次,这样可以降低canlink总线的负载率,增加系统的稳定性。
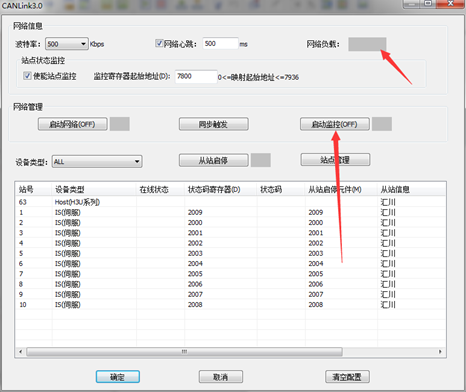
当我们配置好canlink表之后,下载到plc,然后电机canlink配置表,弹出如下界面,点击启动监控按钮,进行实时监控,看网络负载率。如果大于75%可能会造成系统不稳定,所以需要优化canlink表的配置。
1.canlink主站配置
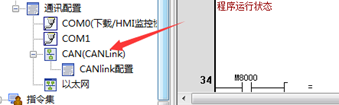
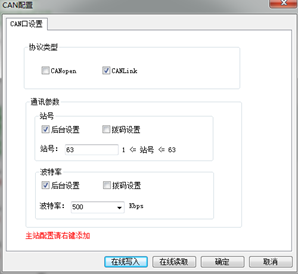
H3U-1616MT-XP机型是支持canlink通信的,canlink协议的配置点击通信配置中的CAN配置,弹出can口设置对话框,这里协议类型我们选择汇川技术自己的canlink,站号勾选成后台设置类型,主站站号我们设置为63号.波特率也选择后台设置,我们一般不使用拨码设置.这里波特率需要和伺服中功能码H0C-08设置成相同的波特率.
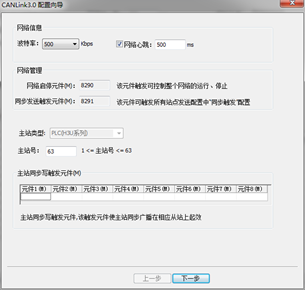
2.添加配置表
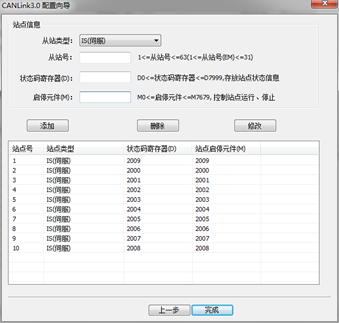
3.添加从站
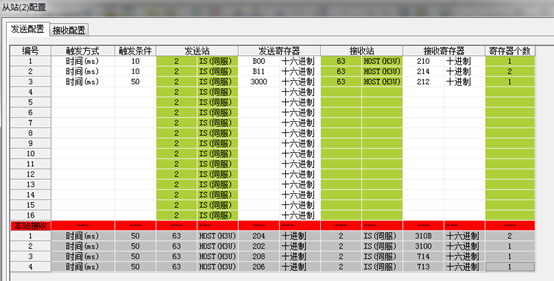
4.通信数据配置
PLC发送VDI虚拟电平数值H31-00,发送转矩数值H31-11,发送转矩速度上下限H07-19,H07-20.
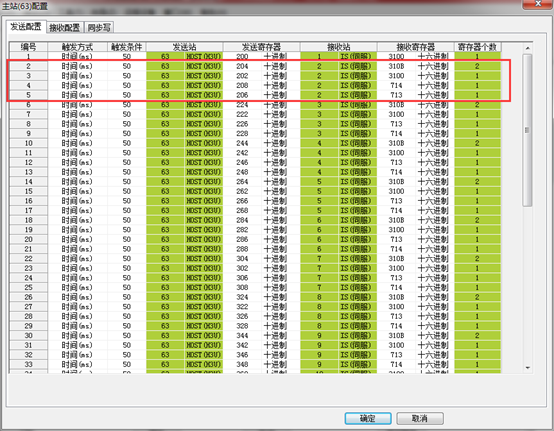
通过canlink配置伺服 H0526 H3100参数,实际写地址是 51A 3100,
H05-26 中断定长速度设定参数
前面的05是 十六进制,不需要动,26是十进制,需要转换成1A,十六进制。
伺服需要发送反馈转速、伺服状态、反馈脉冲数这三个数据,所以伺服发送端配置数据如下:
转载请注明:燕骏博客 » 贴合机裁切机项目总结之5:canlink配置
赞赏作者 微信赞赏
微信赞赏 支付宝赞赏
支付宝赞赏